1 吡唑醚菌酯的竞争态势
在甲氧基丙烯酸酯类杀菌剂中,吡唑醚菌酯活性最高。自2002年推广上市以来,销售额迅速上升,很快加盟到全球亿美元产品俱乐部,2015年更是进入到10亿美元俱乐部,国内外登记也呈现不断增长的势头。
2001年,吡唑醚菌酯登记并上市。时至2015年,其单剂及其复配产品已在世界上80多个国家登记,用于180多种作物。
1.1 全球销售额
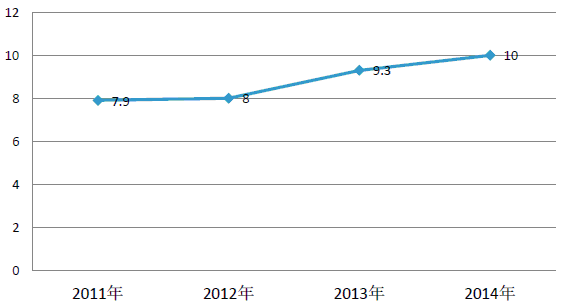
图1 2011―2014年吡唑醚菌酯全球销售额(亿美元)
据统计,吡唑醚菌酯2015年全球销售额超过10亿美元,保持连续10年的增长态势。同时,在2004―2013年间,吡唑醚菌酯的复合年增长率高达13.61%,是此期间全球作物用农药市场6.51%复合年增长率的两倍有余。
1.2 全球各区域市场分布
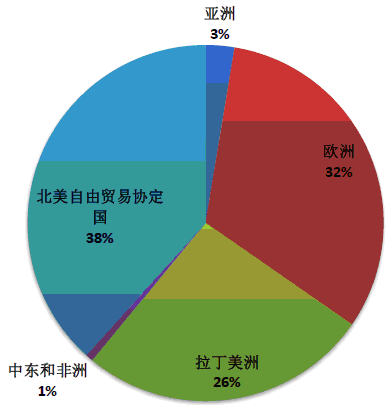
图2 2014年吡唑醚菌酯全球各区域市场分布
2014年,吡唑醚菌酯全球销售额达10.00亿美元。其中,南美洲和北美占71%,亚洲占3%。亚洲和非洲农业面积占全球50%以上,因此亚非等国家吡唑醚菌酯的销售市场仍有很大的增长空间。
1.3 全球不同作物市场分布
表1 2014年全球不同地区不同作物上吡唑醚菌酯的市场分布(百万美元)
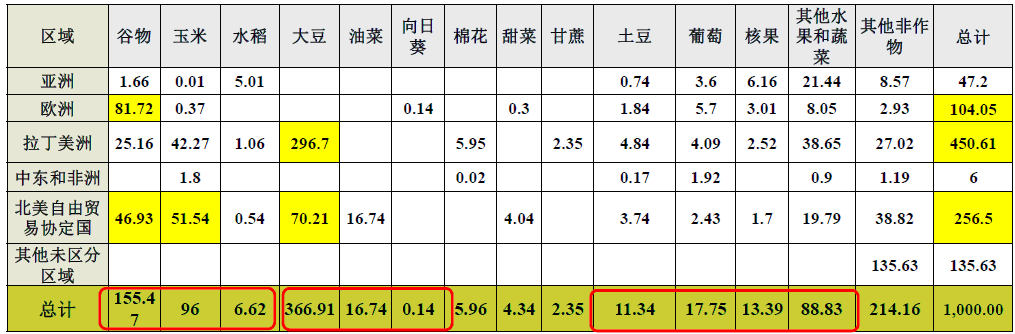
从以上数据可以看出,2014年吡唑醚菌酯销售额首位是油料作物,第二是谷类作物,第三是水果蔬菜。目前,吡唑醚菌酯的主要销售区域为:拉丁美洲,主要为巴西和阿根廷,销售额为4.51亿美元;北美自由贸易区,总市场为2.57亿美元;欧洲地区,总销售额为1.04亿美元;亚洲地区,主要为中国、越南、韩国,销售额为0.47亿美元。
1.4 全球主要作物销售额
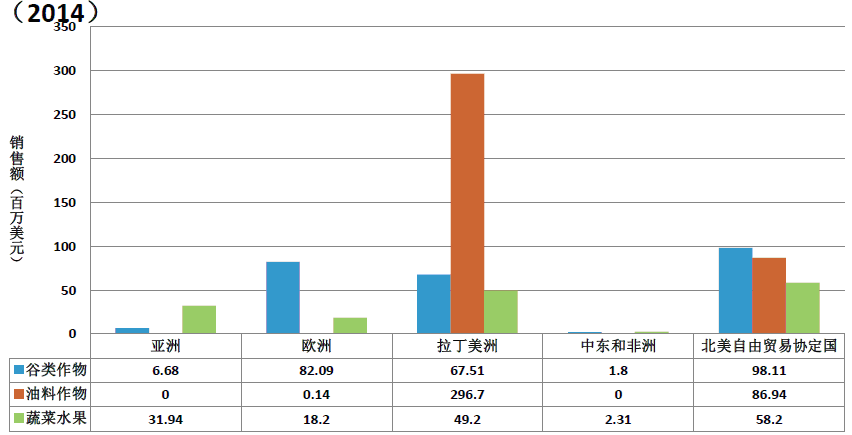
图3 2014年全球吡唑醚菌酯在主要作物上的销售额
从作物分布来看,吡唑醚菌酯目前全球市场分布于以下主要的使用领域:油料作物(大豆、向日葵等),销售额为3.84亿美元,主要市场在拉美;谷类作物(谷物、玉米、水稻),销售额为2.56亿美元,主要市场在欧洲和北美自由贸易区;水果蔬菜,销售额为1.60亿美元,拉美和亚洲占有重要份额。亚洲、中东和非洲仍有很大的市场潜力。
1.5 销量前十国家
表2 2014年吡唑醚菌酯销售前十的国家(百万美元)
|
序号 |
国家 |
销售额 |
|
1 |
巴西 |
392.01 |
|
2 |
美国 |
203.63 |
|
3 |
其他区域 |
135.63 |
|
4 |
加拿大 |
51.29 |
|
5 |
阿根廷 |
32.00 |
|
6 |
法国 |
28.02 |
|
7 |
中国 |
18.29 |
|
8 |
韩国 |
17.16 |
|
9 |
德国 |
16.98 |
|
10 |
英国 |
14.07 |
1.6 我国登记情况
2015年6月20日,吡唑醚菌酯在中国的专利保护到期,国内吡唑醚菌酯及相关复配产品的登记进入加速阶段!
截至2015年12月9日,我国登记吡唑醚菌酯厂家近30个,登记相关产品60个,其中原药27个,单剂、复配制剂32个。
从登记剂型来看,悬浮剂占50%,水分散粒剂占41%,可湿性粉剂、乳油、种衣剂(悬浮)各占3%。可见,目前国内登记的吡唑醚菌酯剂型以悬浮剂和水分散粒剂等水基化环保剂型为主。另外种衣剂也将会成为未来种子处理的主要市场。
从登记类型来看,原药占50%,单剂占27%,复配产品占23%。可见,国内单剂和复配产品比例相当。复配是该类杀菌剂的发展趋势,尤其是与三唑类和取代苯类等不同作用方式的杀菌剂复配。
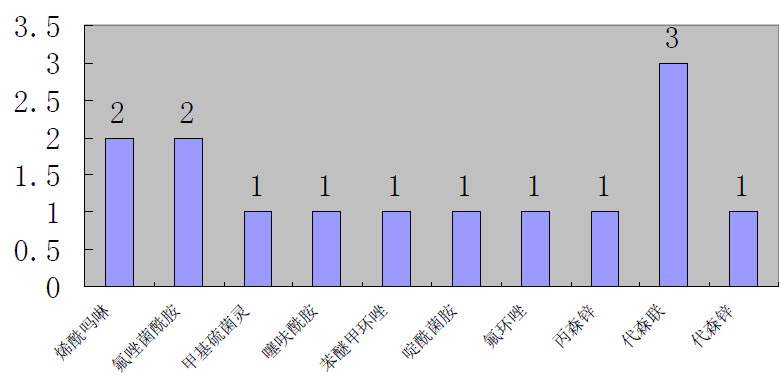
图4 国内吡唑醚菌酯复配产品分布图(2015.12)
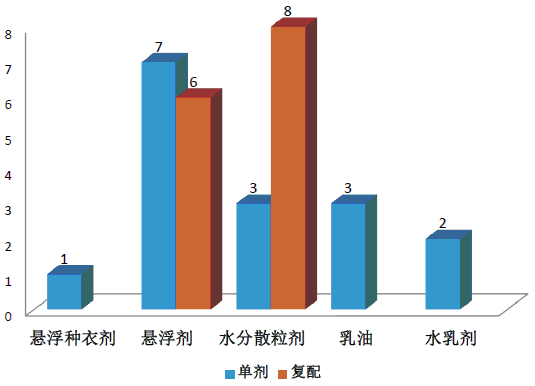
图5 国内吡唑醚菌酯单剂和复配产品不同剂型比较图
从图5可以看出,国内单剂符合国际上发展趋势,仍以水基化环保剂型为主。含量分布:单剂SC在20%~30%,EW在30%,WG在30%~50%。
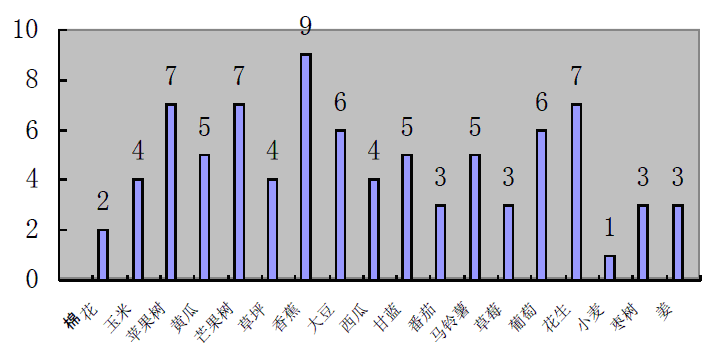
图6 国内吡唑醚菌酯登记作物分布图
2 吡唑醚菌酯的应用方向
2.1 应用特点
吡唑醚菌酯可增加叶片叶绿素含量,促进氮肥吸收,减少植物呼吸作用,增加净光合作用;可提高植物抗高温、低温、涝害的能力,减少植物逆境下产生的乙烯,提高植物抗氧化能力;可增加作物产量、改善品质,作物叶绿根深杆壮,激活植物系统提高免疫力;阻断各种真菌能量来源,为植物健康生长保驾护航。
2.1.1 预防、治疗双重作用
吡唑醚菌酯对真菌性病害具有预防、治疗双重作用。可迅速作用于孢子使其停止萌发,甚至在孢子萌发后仍能阻止其侵入细胞。一旦真菌进入作物,治疗活性马上起作用。
2.1.2 小麦上的应用
病害防治:有效防治小麦白粉病、锈病;健康:保持茎杆健康保绿,旗叶健壮,穗粒大,可提高小麦对干热风、雨后青枯的抵抗作用。
2.1.3 玉米上的应用
病害防治:有效防控玉米锈病、褐斑病、纹枯病等;健康:保持玉米棒3叶的活性,以及下部叶片延缓衰老,保证产量及根系的活性,增加产量。
2.2 注意事项
高浓度时,对某些作物有药害;喷药时,需要喷雾均匀一致。
2.3 应用趋势浅析
① 未来随着吡唑醚菌酯微囊悬浮剂在水稻市场的广泛推广,其在水稻市场的销售额将会实现跳跃式增长。② 吡唑醚菌酯混配剂型,尤其是开发与现有大宗活性成分的混配制剂的推广,可以增强产品竞争力,延长产品寿命。③ 种子处理剂,悬浮种衣剂的研制推广。在谷物、玉米上防治土传、种传病害也是未来很大的市场。④ 水基化剂型悬浮剂和水分散粒剂也是未来吡唑醚菌酯剂型发展的方向。
3 吡唑醚菌酯的加工难点
几年来,我们针对吡唑醚菌酯制剂的配方及加工工艺投入大量的精力,在精品化战略的指导下,我们一直在持续不断地进行着该产品的制剂研发,因此对该原药品种的制剂加工技术得出了一些成果,现重点针对吡唑醚菌酯乳油和悬浮剂的配方及加工进行解析。
3.1 乳油
吡唑醚菌酯的脂溶性较强,在各种有机溶剂里具有不错的溶解度,因此加工成乳油是最合适的。
吡唑醚菌酯乳油目前最大的问题是低温稳定性,在低于零度尤其是低于-5℃的情况下极易析出晶体。选用合适的原药、溶剂和助剂解决低温稳定性问题是该配方的关键。
3.1.1 原药
吡唑醚菌酯乳油对原药的晶型和熔点要求不高。
3.1.2 溶剂
溶剂是解决低温稳定性的关键。
二甲苯常温较好而低温性能不过关,很多厂家加入DMF和环己酮等极性溶剂来解决低温稳定性问题,但是会降低吡唑醚菌酯乳油的安全性,使药害几率升高,不建议使用。
目前,我们推荐使用高沸点重芳烃如埃克森S-200,环保溶剂二甲基癸酰胺、DBE等,或者采用几种溶剂的组合。
我们目前采用混合溶剂制得的25%吡唑醚菌酯乳油,低温-18℃贮藏1周无任何结晶,可保持稳定。
3.1.3 助剂
吡唑醚菌酯乳油使用普通的阴非离子组合乳化剂即可。建议加大用量,一般推荐15%以上,不建议添加阴离子型的渗透剂,可适当添加非离子型的润湿剂如脂肪醇聚醚、嵌段聚醚等提高铺展性能。
3.2 悬浮剂
吡唑醚菌酯悬浮剂是目前主流的剂型,加工中存在着多个难点和问题点:① 热贮后粒径长大,悬浮剂膏化、固化,或者热贮后再常温放置悬浮剂膏化、固化;② 长期常温放置粒径长大明显,药效降低,严重的情况下会膏化进而固化;③ 原药熔点低,砂磨过程中容易受热融化给悬浮带来不稳定因素,严重的会引起结块堵塞;④ 复配制剂稳定性差,尤其是与氟环唑、苯醚甲环唑等复配,极易结晶长大进而膏化。
针对吡唑醚菌酯悬浮剂各个难点和问题,需要一个综合的解决方案,通过以下几个方面协同解决问题,从而制备出优秀的吡唑醚菌酯悬浮剂:① 原药的选择;② 配方的优化筛选;③ 加工设备的选择;④ 加工工艺的控制;⑤ 质量标准的把控;⑥ 药效的反馈及改善。
3.2.1 原药
吡唑醚菌酯原药目前已公布的四种晶型熔点不一,熔点范围为44~67℃。为了保证悬浮剂最好的稳定性和加工性能,选择的原药必须为高熔点的单一晶型,从而保证悬浮剂中颗粒均为晶体形态。如果选用的原药为混合晶型,则其中必然含有低熔点的晶型,加工过程中可能会形成“晶体态”、“液态”、“玻璃态”等混合形态,颗粒间的相互作用会变得极为复杂,悬浮剂稳定性变差,极易出现问题。我们目前使用的原药为高熔点的单一晶型,单晶型含量在99%以上,稳定性优良。
3.2.2 助剂
分散剂:配方的关键,建议选用:① 高分子量梳状聚羧酸聚合物,典型的该类助剂有:英国禾大Atlox4913,阿克苏诺贝尔Agrilan788、700,陶氏DuramaxD-205等,该类助剂分子量大、结构复杂,能够较好地覆盖吡唑醚菌酯颗粒并阻止颗粒的聚合;② 萘磺酸盐和木质素分散剂对抑制吡唑醚菌酯结晶长大及提高研磨效率有较好的效果,典型助剂:阿克苏诺贝尔D500、D425、D809,美德维实伟克的木质素磺酸钠类助剂。
润湿剂:建议选用高分子量聚醚磷酸酯或者硫酸盐;不建议使用醇醚类润湿剂。
防冻剂:可以使用尿素、丙三醇(甘油);不建议使用乙二醇和丙二醇。
增效剂:在保证体系稳定的情况下可以使用聚醚类增效剂;不建议使用阴离子型和醇醚类增效剂。
3.2.3 加工设备
研磨:研磨设备选用制冷效果好的卧式砂磨机,最好是带有“研磨腔”、“机械密封”、“桶体端面”三重制冷设计的新型砂磨机。有条件的可以配备变频器,使得砂磨机能够根据物料粘度和温度调节合适的转速和线速度。
制冷:循环水制冷对于吡唑醚菌酯悬浮剂加工极为关键,一般建议使用小型的中央空调机组,以乙二醇+水作为循环制冷液。
3.2.4 加工工艺
研磨珠配备:根据实验结果及应用经验一般建议先经过1.2毫米以上砂磨珠粗磨后,再使用0.8毫米以下的研磨珠进行精磨,这样效率最高。
温度控制:控制研磨温度在25℃以下,如果不采用制冷机降温,只是普通降温,生产出的悬浮剂外观无差别,但是研磨珠之间的高温摩擦会使部分吡唑醚菌酯颗粒的存在形态发生变化,悬浮剂的稳定性会变差,容易在储存过程中发生问题。
研磨速度控制:建议砂磨机采用较低的线速度,并降低进料速度,保证研磨腔有一个较低的研磨压力,确保研磨过程中没有剧烈的温度变化。
3.2.5 质量标准
表3 吡唑醚菌酯悬浮剂的质量标准
|
项目 |
常规标准 |
热贮后 |
冷贮后 |
|
外观 |
灰白色均一流动液体 |
灰白色均一流动液体,析水率<5%,热贮后转常温贮藏6个月内无膏化 |
灰白色均一流动液体 |
|
含量 |
标准值 |
分解率3%以内 |
标准值 |
|
悬浮率 |
95% |
95%以上 |
95%以上 |
|
粒径 |
标准值 |
粒径增长率30%以上 |
粒径变化10%以内 |
|
倾倒性 |
标准值 |
合格 |
合格 |
|
pH |
6~8 |
6~8 |
6~8 |
3.2.6 药效反馈及改善
根据生测结果及市场效果反馈,对吡唑醚菌酯悬浮剂的性能进行提升改进,在保证各项指标合格及安全性的情况下主要通过以下途径改善效果:提高整体助剂用量或者增加增效剂用量;降低吡唑醚菌酯粒径,提高吸收效果。
3.3 纳米悬浮剂
为了改善吡唑醚菌酯悬浮剂稳定性并提高其药效水平,我们率先在国内开展了纳米悬浮剂的研发工作。通过大量的实验取得了不错的效果。
3.3.1 粒子数量是普通产品的几何倍数,吸收更好
我们取25%纳米悬浮剂、25%乳油、25%悬浮剂分别稀释500倍测定粒径分布。通过激光粒度仪得出的结果可以看出,纳米悬浮剂与乳油稀释液的粒径分布几乎是完全一致的,D50均在400纳米(0.4微米)附近,绝大多数处于纳米区间(1微米以下),而常规悬浮剂的粒径分布则完全不同,绝大多数处于1微米以上,D50大于2微米,是纳米悬浮剂和乳油稀释液的5倍。因此可知,相同有效成分下,纳米悬浮剂的粒子数量是普通产品的几何倍数,其吸收更好,对叶片和病菌的覆盖性更好,更容易充分发挥药效。
3.3.2 悬浮率100%,稀释稳定性极为优秀
我们同样取吡唑醚菌酯乳油、常规吡唑醚菌酯悬浮剂作为对比,标准硬水稀释500倍:纳米悬浮剂稀释后状态与乳油完全相同,稀释液均呈白色乳液状,有极为明显的蓝色荧光,而常规悬浮剂稀释液则无荧光。稀释液恒温水浴放置1、12、24小时后测定悬浮率,结果如表4。
表4 1、12、24小时后悬浮率结果
|
|
1小时 |
12小时 |
24小时 |
|
纳米悬浮剂 |
100% |
100% |
100% |
|
普通悬浮剂 |
97% |
70% |
50% |
24小时后纳米悬浮剂和乳油稀释液均保持均一稳定,无任何沉淀和分层,而普通悬浮剂底部沉淀明显,上部分层。24小时后倒出稀释液可以看出普通悬浮剂底部沉淀明显,而纳米悬浮剂几乎没有沉淀。
3.3.3 药效与安全性的完美统一
吡唑醚菌酯纳米悬浮剂粒径分布与乳油稀释液一致,其药效几乎与乳油相媲美,且纳米悬浮剂不含有机溶剂和其他高渗组分,更安全,且更环保。
(本文摘编自山东康乔生物科技有限公司祝青波在“第五届‘冠龙杯’全国杀菌剂高峰论坛及植保技术发展交流会”上的报告)
(更多精彩内容详见《农药快讯》2016年第3期。欢迎订阅2016年《农药快讯》和《现代农药》)


|