导语:绿色化学是当前化学学科发展的主要方向,利用绿色合成工艺制备药物,可提高原子利用率,降低废弃物的产生,同时减轻药物合成对环境和人体的影响。药物合成的绿色化是一个持续改进的过程,需要科研人员和相关工作者不断引人新方法、新理论,对现有的传统方法进行创新和改进,以构建具有经济牲和环境性的药物合成工艺。
本文简要介绍了绿色制药概念的来源和定义,并以实际案列说明“工艺改进做到极致就是绿色制药”的理念。根据对传统化学制药现状的分析,提出搭建五大技术平台,并预言五大技术平台将是制药工业未来重点发展方向,是实现绿色制药的有效路径。
1 绿色制药简介
20世纪90年代初,美国颁布了污染预防法案(Pollution Prevention Act),该法案中第一次出现绿色化学(Green Chemistry)一词。
最初,绿色化学更多代表一种理念和愿望。随着学科发展,有关绿色化学的定义不断地发展并逐步趋于实际应用,其发展与有机合成、催化、生物化学、分析化学等学科密切相关。
绿色化学的定义有多种,本人比较倾向于“利用化学原理从源头上减少和消除工业生产对环境的污染”,具体是指通过加强科技创新,开发清洁工艺,将三废资源化,从而减少对环境的污染。绿色化学的理念应用于更细分支的制药行业,即所谓的绿色制药。
本人认为绿色制药有两大任务:(1)对老产品开展生产工艺改进,将成本降至最低,污染排放减至最小,产品质量做到最好;(2)为新产品开发较理想的技术路线和选择更理想的工艺条件。如果说小试工艺不理想,容易造成中试或者大生产时困难重重,到时再进行工艺变更就会引起一系列问题。所以说,即便是新产品的开发,也需要在兼顾时间、效率的同时开展必要的工艺改进。
对于制药工艺改进,上海医药工业研究院的老专家王其灼先生总结过“三性”:生产现实性、经济合理性和技术先进性。
另外,王其灼先生把工艺改进由高到低分了三个层次。第一个层次是独创的合成路线和相应的工艺,这要求整个路线的战略设计思想与前人不一样,才算独创的合成路线。通过工艺方法或路线调整实现有效的工艺改进属于第二个层次。第三个层次是路线不变,通过借鉴资料对其中的某一步反应,抓住它的关键所在来进行条件优化,积少成多,有时也会取得显著效果。
王其灼老先生于2018年3月份过世,享年97岁高龄,他一生致力于制药工艺改进,我认为他堪称上海医工院工艺改进这个学科的开创者,我的老师周后元院士是工艺改进的集大成者,我们希望能够成为工艺改进的传承者。
2 绿色制药理念和成功案例
在多年之前,我曾经提出“把工艺改进做到极致就是绿色制药”的理念。工艺改进领域著名期刊《Organic Process Research & Development》的主编在2012年的卷首页,发表了一篇综述文章,题目为“Green Chemistry is Good Process Chemistry”,可谓异曲同工,中外理念皆相通。
为了说明什么是工艺改进,我以团队研究成功的品种――吡喹酮为例来进行说明。
吡喹酮(Praziquantel)是一个抗寄生虫药物。科学家最初发现它有镇静作用,后来发现它对血吸虫有特效,并由德国拜尔公司和默克公司于1980年开发上市。
自上市后,吡喹酮因其高效、低毒、抗寄生虫谱广、口服方便等特点,很快成为抗血吸虫等多种蠕虫的特效药物,也广泛应用于动物、家禽等寄生虫病的治疗。原研公司报道了吡喹酮的合成路线(图1)。
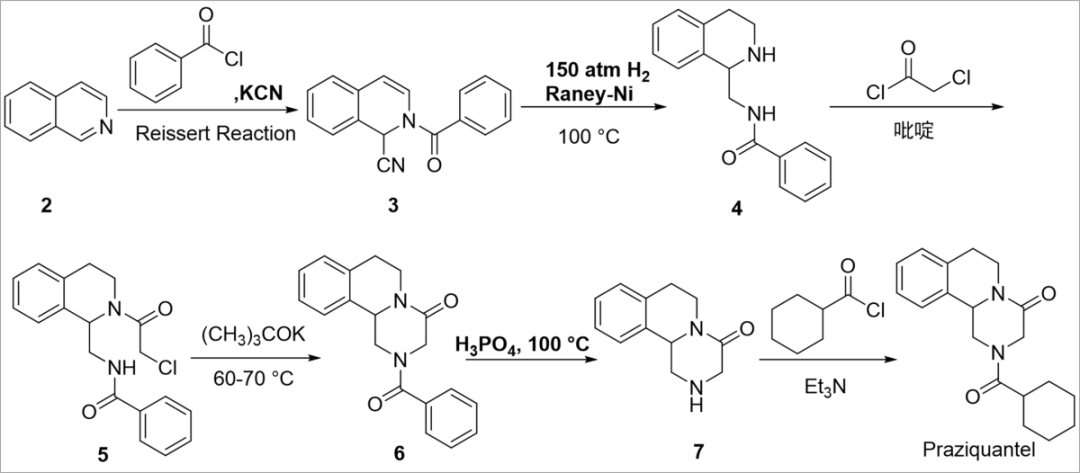
图1 吡喹酮的原研合成路线
该路线以异喹啉为起始原料,与苯甲酰氯、氰化钾反应得到化合物3后,经过高压氢化还原得到化合物4,进而经两步反应得到化合物6后,以浓磷酸作溶剂,在高温条件下制备得到化合物7,最后和苯甲酰氯反应得到目标化合物。
近几十年来,吡喹酮原药生产企业均采用这条路线。但我们注意到,在这条工艺路线中,存有很多的缺点,比如说用到大量剧毒的氰化钾、苛刻的高温高压条件。
此外,浓磷酸的使用不可避免造成富营养水体污染。经统计,每生产500吨吡喹酮,氰化钾的使用量达到310吨,磷酸废液达到2,430吨,这显然不能满足当前的环保政策要求,也不符合绿色制药的理念。
针对上述这些问题,我们受厂家委托,对吡喹酮生产工艺进行改进。经过多条路线的尝试探索,我们设计并开发了一条全新的吡喹酮合成路线(图2)。
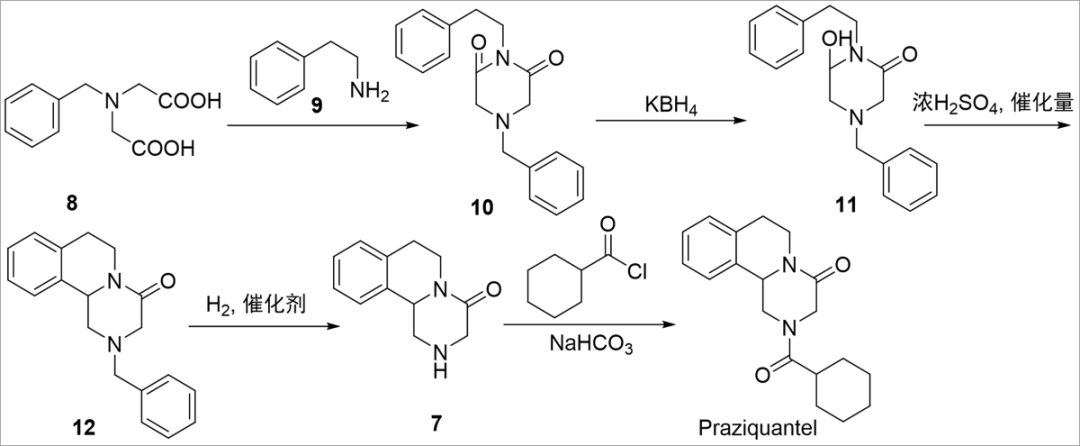
图2 吡喹酮新的合成路线
新路线以氯乙酸和苄胺缩合制备得到的化合物8为起始原料,与苯乙胺反应制得化合物10,经硼氢化钾还原、催化量的浓硫酸环合得到化合物12后,经催化氢化脱苄基即可得到化合物7,进而得到目标化合物。
新路线避免了剧毒氰化钾和磷酸的大量使用,也省去高温高压等苛刻条件。新工艺不仅大幅度减少废物的产生,生产成本也降至原研工艺的一半,现已经实现百吨级生产规模。
像吡喹酮这样的案例在我们课题组还有很多,这里不一一列举。
3 绿色制药的实现路径
在开展工艺改进的过程中,我们将药物的制备过程简化再简化,实际上就分两个阶段――化学反应和分离纯化。
化学反应阶段发生电子重排,旧的化学键断裂,形成新的化学键,原料转变为中间体,中间体转变为产物……。分离纯化应该是一个物理过程。分离的过程中不希望发生化学反应,如果分离过程中,产物再发生化学反应那是非常糟糕的!
基于化学反应和分离纯化两个阶段,区别于传统化学,有五大技术平台值得大家关注(图3):涉及化学反应方面包括催化技术平台(又分为金属催化剂催化和生物酶催化)和连续流微反应平台,涉及分离纯化方面包括晶体工程平台、精馏技术平台和色谱分离技术平台。
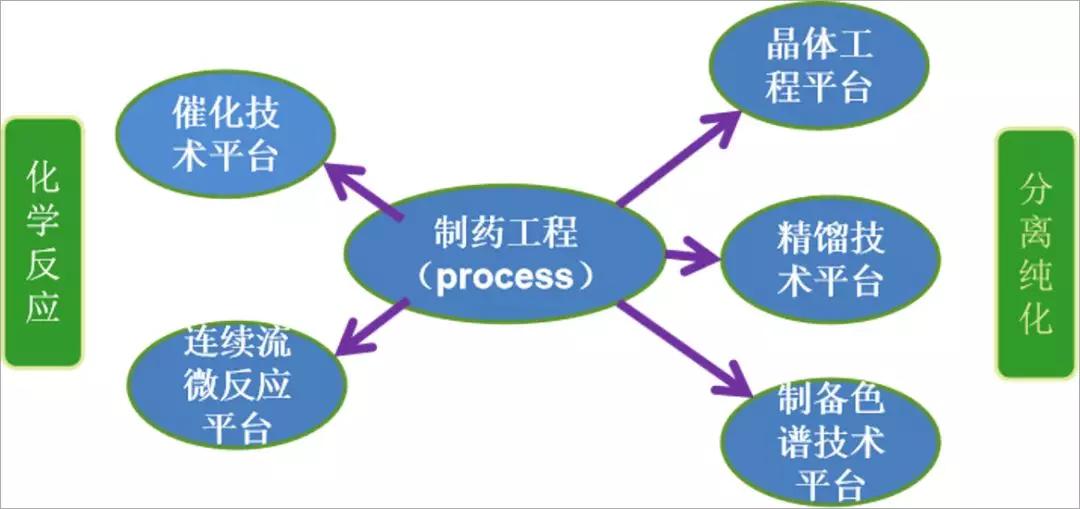
图3 五大技术平台
3.1 催化技术平台
催化技术在药物合成,尤其是手性药物合成中的重要性不言而喻。关于手性药物的制备有三种基本方法:化学法相对来说比较传统,包括拆分、手性源引入等;第二个是生物酶催化;第三个是金属不对称催化。
三者各有优势。其中,生物酶催化进展很快,我认为非常有前途。尤其在2018年诺贝尔化学奖授予酶的定向进化,这无疑会引起更多人关注,投入更多精力研究,也会取得更多颠覆性的成果,这将是绿色化学的一个非常重要的发展方向。
众所周知,生物酶催化往往具备高度的立体选择性,反应条件非常温和,通常在水相进行。各种生物酶中,水解酶和羰基还原酶参与的催化技术已经日益成熟,应用案例越来越多。
比如我们团队和上海医工院生物部陈少欣课题组利用羰基还原酶高效构建手性羟基(图4,DOI: 10.1021/acs. oprd. 7b00230),酶法路线成本只有化学法的1/3~1/4。再比如在氟苯尼考关键中间体的构建中,我们也通过酶催化法取得了令人欣喜的成果。

图4 利用羰基还原酶催化制备手性羟基化合物
3.2 连续流微反应技术平台
近几年,连续流微反应技术兴起并快速发展,其核心是微通道反应器的使用,微通道反应器因大比表面积、微小反应体积和层流传质,可以使得反应过程中更精确地控温,实现反应物料快速混合且充分,减少因传热、传质不良导致的副反应。
此外,微通道反应器相比釜式反应器液体持有量要小得多,这就极大降低了工艺风险隐患。这些优势使得微通道反应器在医药化工领域中,尤其在硝化、氢化、重氮化等危险工艺中得到极大的关注和使用。
上海医药工业研究院在连续流反应方面有很好的技术优势。早在1980年,孔庆春先生就通过高压管道(压力150 atm,固载催化剂)连续流制备了乙胺丁醇的关键手性中间体(R)-氨基丁醇,该项技术巧妙地将拆分剩下的(S)-氨基丁醇消旋化,实现废物的回收利用,并最终高效地制备了乙胺丁醇(图5),这项技术获得了国家科技进步奖三等奖。这项技术沿用了几十年,现在看来也并不落伍。
目前,为了更好地将连续流反应技术应用于工艺改进,我们引进豪迈化工、埃菲尔德等公司的微通道反应器,并成立联合实验室,希望将工艺与装备结合,加快科技成果产业化。相信在不久的将来,连续流反应技术会广泛应用在各种安全风险高的医药化工制造领域。
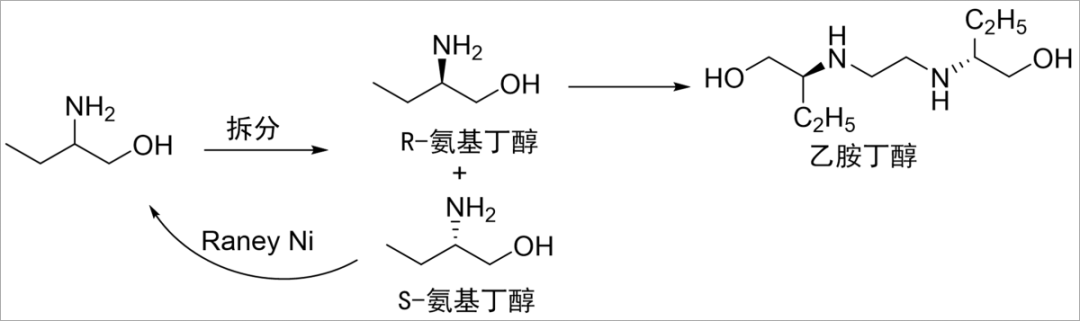
图5 乙胺丁醇合成路线
3.3 晶体工程平台
目前,85%以上的药物为固体产品,其不同的固态特征(晶型、光学纯度、晶习、粒度与分布等)往往导致其理化性质如熔点、溶解度、稳定性、吸湿性、纯度等有所差异,而这些差异通常会影响药物在体内的溶出度、生物利用度和生物活性,进而在一定程度上影响药物的疗效和安全性。
因此,开展药物晶体工程技术研究,提升药物结晶技术水平,对促进中国制药产业的转型与发展具有极为重要的意义。经过多年的努力,该学科已经发展成为一门独立的专门学科,尤其在药物一致性评价中起到不可或缺的作用。在此不再赘述。
3.4 精馏技术平台
精馏是利用混合物中各组分挥发度不同而将各组分加以分离的一种分离过程。精馏技术广泛应用于各类精细化学品的生产中,它不仅用于最终产品的精制,还用于原料的提纯、所用溶媒(剂)和废料的回收等各方面,而且在某些精细化学品的生产中,还直接参与反应过程。
提高精馏水平,对于降低化工过程的能耗,提高生产效率有重要意义。同时先进的精馏技术,还可大幅度提高产品的质量,减少生产过程中的废品率,提高原料的利用率,并可极大促进绿色精细化工的发展。
我们中心在精馏技术应用于工艺改进中也有许多成功经验,比如抗老年痴呆的药物美金刚(Memantine)的制备(图6)。
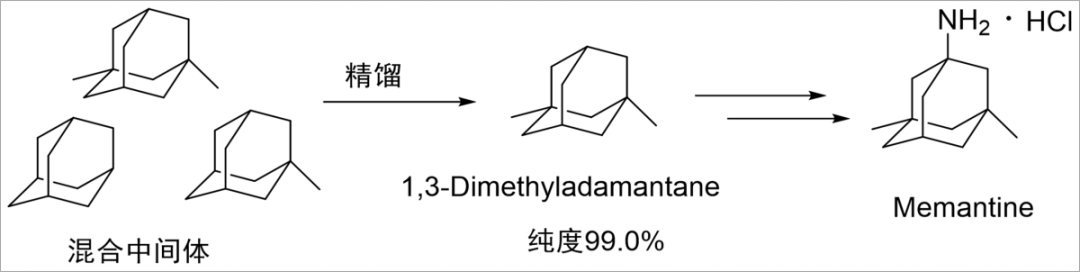
图6 美金刚的合成路线
美金刚制备的关键就是要保证中间体二甲基金刚烷(1,3-Dimethyladamantane)的纯度,否则很难得到合格的目标产品。我们就是采用精馏的方法,利用自组装的精馏中试设备一次性将二甲基金刚烷的纯度由76%~82%提高至99.0%,做成美金刚成品纯度达到了99.85%,单一杂质均小于0.1%。
3.5 制备色谱技术平台
近年来,越来越多结构复杂的药物,比如半合成抗生素、抗肿瘤药物、多肽类产品,因杂质结构与产品相似,分离纯化工作面临巨大的挑战。
除此之外,随着药物一致性评价的进行,对于药物杂质的研究要求愈发严格,杂质对照品的制备、分离工作也日益繁重。因此,采用高效的制备色谱分离技术也是工艺改进的研究内容。
当然,在制备色谱技术中,色谱填料是核心关键,这方面国内多家色谱分离介质生产厂家在制备技术方面取得突破性的进展,为色谱技术的广泛应用打下坚实基础。
我们团队将国产填料应用于复杂半合抗产品的分离纯化,取得十分显著的效果。比如卡泊芬净的分离纯化技术,通过筛选适合的色谱填料,将粗品纯度由58.0%一次纯化至94.0%,然后利用另外一种更细型号的填料再次分离,得到99.5%纯度的产品,单一杂质均小于0.1%。
4 总结
从上述内容可知,实现绿色制药必须遵循两大原则:(1)精益求精,做到极致(工匠精神);(2)系统思维,综合利用。
工艺改进贯穿技术路线设计、实验室研究、中试放大、试生产、生产全过程和方方面面。最后,我想用一位前辈大德的话“高高山顶立,深深海底行”来与大家共勉,一方面要站在全国医药行业的高度和全局看待问题,要有这样的气派。另一方面在每一个课题的研究中要追求极致,务求实效。
我的老师已经过世,他做了一辈子“工艺改进”,我们应该接过“工艺改进”旗帜,发扬“大国工匠”精神,积极参与国家医药制造业创新中心建设,在实现我国从制药大国到制药强国的过程中起到引领和带动作用。
来源:制药工艺论坛
作者单位介绍:上海医药工业研究院


|